2026-05-08
2026-05-08 Proizvodnja pogonskog vratila je proces dizajniranja, oblikovanja, strojne obrade, sastavljanja i testiranja rotirajućih mehaničkih komponenti koje prenose okretni moment i rotacijsku snagu s motora ili motora na kotače, osovine ili druge pogonske komponente. Pogonsko vratilo — koje se također naziva propelersko vratilo, pogonsko vratilo ili pogonsko vratilo, ovisno o primjeni — mora istovremeno podnijeti velika torzijska opterećenja, oduprijeti se savijanju pod dinamičkim silama, raditi s preciznim tolerancijama ravnoteže i preživjeti godine cikličkog zamornog opterećenja bez kvara. Ispravan proces proizvodnje stoga nije samo stvar rezanja metala u obliku; zahtijeva strogo kontrolirani slijed odabira materijala, operacija oblikovanja, precizne strojne obrade, toplinske obrade, završne obrade površine, montaže i rigorozne kontrole kvalitete.
Pogonska vratila koriste se u ogromnom rasponu primjena — osobni automobili, komercijalni kamioni, poljoprivredni strojevi, industrijski mjenjači, brodski propulzijski sustavi, zrakoplovni sustavi za pokretanje i vjetroturbine oslanjaju se na proizvedena pogonska vratila različitih veličina, materijala i zahtjeva za performansama. Dok se specifični procesi razlikuju ovisno o primjeni, temeljni proizvodni izazovi su dosljedni: postizanje potrebne točnosti dimenzija, mehaničke čvrstoće, torzijske krutosti i rotacijske ravnoteže unutar ciljanih troškova i stope proizvodnje.
Ovaj članak prolazi kroz cijeli proizvodni proces kardanskog vratila — od odabira sirovina do završne inspekcije — pokrivajući i proizvodnju pogonskih vratila za automobile i proizvodnju industrijskih vratila, s praktičnim detaljima o opremi, procesima, tolerancijama i kontrolama kvalitete uključenim u svaku fazu.
Materijal odabran za pogonsko vratilo određuje njegovu čvrstoću, težinu, vijek trajanja, obradivost i cijenu. Proizvođači pogonskih osovina biraju između nekoliko kategorija materijala ovisno o zahtjevima okretnog momenta, radnoj brzini, ciljnoj težini i obujmu proizvodnje aplikacije.
Ugljični i legirani čelici i dalje su dominantan materijal za proizvodnju pogonskih osovina u automobilskoj industriji, kamionima i industriji. Srednje ugljični čelici kao što je SAE 1045 naširoko se koriste za pune osovine u primjenama nižeg zakretnog momenta zbog svoje dobre kombinacije čvrstoće, žilavosti i obradivosti uz relativno nisku cijenu. Za primjene s većim zakretnim momentom ili kritičnim zamorom, navedeni su legirani čelici kao što su SAE 4140 (krom-molibden čelik) i SAE 4340 (nikl-krom-molibden čelik). Ovi razredi razvijaju značajno veću čvrstoću tečenja i vlačnu čvrstoću nakon toplinske obrade — 4140 obično postiže granicu tečenja od 650 do 1000 MPa ovisno o toplinskoj obradi, dok 4340 može doseći 1400 MPa ili više u zahtjevnim primjenama u zrakoplovstvu i utrkama. Čelici za cijepljenje kao što je SAE 8620 koriste se kada je potrebna tvrda površina otporna na habanje u kombinaciji sa čvrstom jezgrom, kao kod pogonskih osovina s žljebovima koje moraju biti otporne na trzanje i habanje na sučelju klina.
Većina pogonskih osovina automobila i kamiona koristi šuplje čelične cijevi umjesto čvrstih šipki. Šuplja cijev pruža gotovo istu torzijsku krutost i čvrstoću kao puna osovina istog vanjskog promjera, ali s djelićem težine, jer je torzijsko naprezanje najveće na vanjskoj površini, a središnji materijal malo doprinosi torzijskoj otpornosti. Bešavne hladno vučene čelične cijevi (obično 1026 ili 1020 DOM — izvučene preko trna) standard su za proizvodnju cijevi pogonskog vratila automobila. Debljina stijenke cijevi, vanjski promjer i vrsta čelika odabiru se izračunima torzijskog i naprezanja na savijanje kako bi se zadovoljili zahtjevi zakretnog momenta i kritične brzine vozila.
Aluminijske pogonske osovine — prvenstveno proizvedene od cijevi od legure 6061-T6 ili 7075-T6 — nude smanjenje težine od 60–65% u usporedbi s ekvivalentnim čeličnim osovinama. Ova ušteda težine poboljšava ekonomičnost goriva vozila, smanjuje rotacijsku inerciju (poboljšanje odziva na ubrzanje) i smanjuje NVH (buku, vibracije, oštrinu) povećanjem kritične brzine osovine. Proizvodnja aluminijske pogonske osovine uobičajena je u vozilima za performanse, lakim kamionima i utrkama. Glavni proizvodni izazov s aluminijem je postizanje pouzdanog pričvršćivanja jarma ili krajnjeg spoja — manja čvrstoća aluminija zahtijeva pažljivo projektiranje spojeva, često korištenjem metoda zavarivanja trenjem ili pričvršćivanja pritiskom i vijcima umjesto konvencionalnog elektrolučnog zavarivanja.
Pogonska vratila od polimera ojačanog ugljičnim vlaknima (CFRP) nude najveću specifičnu krutost i najmanju težinu od bilo kojeg materijala pogonskog vratila, što ih čini preferiranim izborom u automobilima visokih performansi, motosportu i zrakoplovstvu gdje su težina i dinamika rotacije najvažniji. Proizvodnja pogonskog vratila od CFRP-a koristi namotavanje filamenta - proces u kojem se konopci od ugljičnih vlakana impregnirani epoksidnom smolom namotavaju preko trna pod preciznim kutovima kako bi se razvila potrebna torziona i krutost na savijanje - nakon čega slijedi stvrdnjavanje u autoklavu ili pećnici. Metalni završni spojevi su spojeni i mehanički pričvršćeni na kompozitnu cijev. Osovine od ugljičnih vlakana mogu postići kritične brzine 2-3 puta veće od ekvivalentnih čeličnih osovina, omogućujući pogonskim osovinama iz jednog dijela da zamijene dvodijelne čelične sklopove u duljim primjenama.
Potpuni proizvodni proces pogonskog vratila uključuje više uzastopnih operacija. Svaki se korak nadovezuje na prethodni, a kontrola kvalitete u srednjim fazama ključna je kako bi se izbjegle pogreške u složenju koje utječu na izvedbu konačnog proizvoda.
Sirovina stiže do proizvođača pogonskog vratila kao šipka izrezana na duljinu, bešavna cijev ili koturasta cijev, ovisno o metodi proizvodnje. Hladna pila za rezanje ili abrazivna rezna ploča reže materijal na grubu duljinu s malim dopuštenjem za strojnu obradu. Odrezani krajevi se uklanjaju kako bi se uklonili oštri rubovi koji bi mogli oštetiti nizvodni alat ili stvoriti koncentraciju naprezanja. Za šuplje cijevne osovine, ravnost cijevi se provjerava u ovoj fazi — cijevi s prekomjernim lukom se odbacuju ili ravnaju prije daljnje obrade, jer ravnost cijevi izravno utječe na konačno odstupanje osovine i ravnotežu.
Krajnji priključci pogonskog vratila - jarmovi, prirubnice i poluosovine - obično se proizvode odvojeno toplim ili hladnim kovanjem prije nego što se pričvrste na cijev. Vruće kovanje zagrijava čeličnu gredicu na 1100–1250°C i oblikuje je pod velikim silama prešanja u setu matrica. Vruće kovanje proizvodi dijelove s izvrsnim protokom zrna usklađenim s geometrijom dijela, što rezultira većom čvrstoćom na zamor od alternativa strojno obrađenih od šipki. Kovani prazni komadi se zatim obrezuju, pjeskare kako bi se uklonio kamenac i prosljeđuju na operacije strojne obrade. Za automobilsku proizvodnju velike količine, hladno kovanje manjih krajnjih priključaka također je uobičajeno — hladnim kovanjem se proizvode uže tolerancije dimenzija i bolja površinska obrada izravno iz kovačnice, smanjujući naknadne zahtjeve strojne obrade.
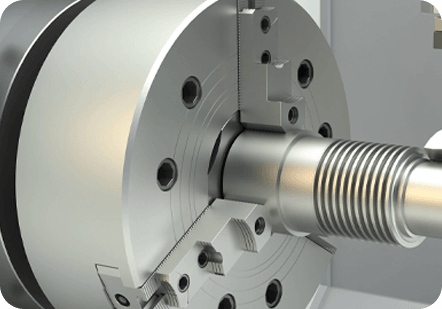
Precizno tokarenje utvrđuje kritične promjere, ležajne površine rukavca i značajke ramena pogonskog vratila. CNC centri za tokarenje obrađuju osovinu između središta (koristeći središnje rupe izbrušene na oba kraja) kako bi se održala koncentričnost po svim tokarenim promjerima. Tolerancije rukavca ležaja obično su h6 ili k6 dosjedi — zahtijevaju dijametralnu točnost unutar 10-20 mikrometara — što se postiže završnim tokarenjem nakon čega slijedi cilindrično brušenje. Profili s klinovima proizvode se glodanjem, provlačenjem ili CNC glodanjem, ovisno o geometriji klina i volumenu. Vanjski klinovi na pogonskim vratilima automobila najčešće su hladno valjani, a ne rezani — hladno valjanje pomiče metal prema van kako bi se formirali zubi klina, stvarajući površinu očvrsnutu radom s zaostalim naprezanjem pri pritisku koji značajno poboljšavaju izdržljivost u usporedbi sa strojno obrađenim klinovima.
Za čelična pogonska vratila, cijev i krajnji vijci ili prirubnice spajaju se zavarivanjem — najčešće zavarivanjem trenjem (rotacijskim ili linearnim) ili MIG/MAG zavarivanjem. Zavarivanje trenjem je poželjna metoda u proizvodnji velikih pogonskih osovina automobila jer proizvodi dosljedno visokokvalitetne, potpuno konsolidirane zavare bez dodatnog metala, poroznosti ili problema u zoni utjecaja topline (HAZ) povezanih sa zavarivanjem taljenjem. U procesu zavarivanja trenjem, jedna komponenta rotira velikom brzinom, dok je druga nepomična i pritisnuta uz nju aksijalno; toplina trenja plastificira materijal sučelja, a kada rotacija prestane, aksijalna sila kovanja učvršćuje spoj. Frikcijski zavareni spojevi pogonskog vratila postižu 90–100% čvrstoće osnovnog metala i mogu se proizvesti u ciklusima od 15–30 sekundi po spoju. Za osovine industrijskih i gospodarskih vozila manjih volumena, MIG zavarivanje s odgovarajućim predgrijavanjem i pregledom nakon zavarivanja standardna je metoda spajanja.
Toplinska obrada nakon strojne obrade i zavarivanja razvija potrebna mehanička svojstva u materijalu osovine. Kaljenjem (kaljenjem i popuštanjem) osovina od legiranog čelika materijal se dovodi do specificirane tvrdoće i vlačne čvrstoće — obično 28–35 HRC za opće industrijske osovine i 38–48 HRC za primjene visokih performansi. Indukcijsko kaljenje naširoko se koristi za selektivno kaljenje ležajnih rukavaca, klinova i drugih habajućih površina na osovini bez kaljenja cijele komponente. Indukcijski proces zagrijava lokaliziranu zonu vrlo brzo korištenjem elektromagnetske indukcije, nakon čega slijedi trenutno hlađenje, stvarajući tvrdi martenzitni površinski sloj (obično 1-3 mm dubine) sa čvrstom neočvrslom jezgrom. Indukcijski otvrdnute površine obično dosežu 55-62 HRC i imaju korisna tlačna zaostala naprezanja koja povećavaju otpornost na zamor. Nakon otvrdnjavanja, kaljenje na niskim temperaturama na 150-200°C smanjuje naprezanja kaljenja bez značajnog smanjenja tvrdoće.
Toplinska obrada i zavarivanje neizbježno unose određenu deformaciju u osovinu. Ravnanje se izvodi na stroju za ravnanje s prešom ili CNC-kontroliranim sustavom za ravnanje koji mjeri odstupanje osovine u više točaka i primjenjuje kontrolirane sile savijanja kako bi se osovina dovela unutar specificirane tolerancije ravnosti — obično 0,2–0,5 mm ukupno indikatorsko odstupanje (TIR) preko cijele duljine osovine za automobilske primjene, i čvrsto kao 0,05 mm TIR za precizna industrijska vratila. Ravnanje se mora obaviti pažljivo kako bi se izbjeglo prenaprezanje osovine ili uvođenje zaostalih naprezanja koja uzrokuju ponovno savijanje tijekom rada.
Cilindrično brušenje ležajnih rukavaca i brtvenih površina dovodi dimenzije do konačne tolerancije i postiže potrebnu završnu obradu površine. Ležajevi ležajeva na preciznim industrijskim vratilima obično se bruse na Ra 0,4–0,8 µm i održavaju zaobljenost unutar 5 mikrometara. Brušenje bez središta koristi se za kaljene klinove i manje promjere osovine gdje je brušenje između središta nepraktično. Neke primjene zahtijevaju superfiniširanje (honanje ili lapping rukavaca ležaja na Ra ispod 0,1 µm) kako bi se trenje i trošenje ležaja svelo na minimum. Površinsko glačanje se primjenjuje u područjima kritičnim za zamor — osobito na radijusima ugla, izbočenju klinova i vrhovima zavara — za uvođenje korisnih zaostalih tlačnih naprezanja koja produljuju vijek trajanja za 20–50% u usporedbi s površinama bez pene.

Dinamičko balansiranje jedna je od najvažnijih operacija u proizvodnji pogonskog vratila i jedna od najčešće pogrešno shvaćenih. Svaka rotirajuća osovina ima masu raspoređenu oko svoje rotacijske osi, a ako ta raspodjela mase nije savršeno simetrična, osovina generira centrifugalne sile dok se okreće koje proizvode vibracije, buku, opterećenje ležaja i na kraju oštećenje pogonskog sklopa uslijed zamora. Što je radna brzina veća, ravnoteža postaje kritičnija — čak i male neuravnotežene mase stvaraju velike centrifugalne sile pri visokom broju okretaja u minuti.
Pogonska vratila se balansiraju na strojevima za dinamičko balansiranje koji okreću vratilo i mjere sile vibracija koje se stvaraju u dvije ravnine korekcije istovremeno. Stroj izračunava veličinu i kutni položaj neravnoteže u svakoj ravnini i prikazuje potrebnu korekciju. Korekcija se vrši dodavanjem utega za ravnotežu (obično malih stezaljki ili zavarenih čepova), bušenjem ili glodanjem materijala s teških mjesta ili dodavanjem korektivne gline za početne probe postavljanja. Pogonska vratila automobila obično su uravnotežena prema ISO 1940 stupnju G6.3 ili boljem, što znači da je zaostala specifična neuravnoteženost manja od 6,3 grama-milimetara po kilogramu mase osovine po ravnini korekcije. Brze ili precizne osovine su uravnotežene na G2.5 ili G1.0. Nakon balansiranja, vratilo se ponovno okreće kako bi se provjerilo je li zaostala neravnoteža unutar specifikacije prije nego što prođe na završnu inspekciju.
Proizvođači pogonskih vratila primjenjuju strategiju slojevitog pregleda kvalitete koja kombinira provjere unutar procesa u svakoj fazi proizvodnje sa završnom inspekcijom dovršenog sklopa. Tablica ispod sažima ključne metode inspekcije koje se koriste u proizvodnji pogonskog vratila i što svaka od njih provjerava:
| Metoda inspekcije | Što provjerava | Primijenjena faza |
| CMM dimenzionalna inspekcija | Svi kritični promjeri, duljine, GD&T značajke | Naknadna obrada, konačna |
| Mjerenje odstupanja (TIR) | Ravnost i koncentričnost osovine | Naknadno ravnanje, završno |
| Ispitivanje tvrdoće (Rockwell) | Tvrdoća površine i jezgre nakon toplinske obrade | Naknadna toplinska obrada |
| Inspekcija magnetskim česticama (MPI) | Površinske i pripovršinske pukotine, defekti zavara | Naknadno zavarivanje, naknadno brušenje, završno |
| Ultrazvučno ispitivanje (UT) | Unutarnji nedostaci, cjelovitost zavara, nedostaci materijala | Naknadno zavarivanje, kritične primjene |
| Test dinamičke ravnoteže | Zaostala neravnoteža u dvije ravnine korekcije | Naknadna montaža, završna |
| Ispitivanje torzionog zamora | Životni vijek osovine pod cikličkim opterećenjem momentom | Razvoj, periodični audit proizvodnje |
| Mjerenje hrapavosti površine | Ra i Rz ležajnih rukavaca i brtvenih površina | Naknadno brušenje, završno |
| Pregled profila klina | Profil zupčanika klina, korak, korak i klasa pristajanja | Post-spline operacija, konačna |
Iako su osnovni proizvodni procesi slični u različitim aplikacijama, proizvodnja pogonskog vratila značajno se razlikuje u detaljima ovisno o industriji i specifičnim zahtjevima performansi.
Proizvodnja kardanskih osovina za osobna vozila i laka kamiona karakterizirana je velikom količinom, čvrstom kontrolom troškova i rigoroznim OEM standardima kvalitete. Proizvodne linije za kardanske osovine automobila obično koriste automatizirano zavarivanje trenjem kovanih jarmova na DOM čelične cijevi, CNC strojeve za balansiranje integrirane u liniju i 100% testiranje na kraju linije uključujući provjeru dimenzija, provjere integriteta zavara i potvrdu dinamičke ravnoteže. Sklopovi zglobova konstantne brzine (CV) za osovine pogona prednjih kotača uključuju precizno brušenje kuglastih gusjenica, kontroliranu toplinsku obradu unutarnjeg i vanjskog prstena i sklop u čistoj sobi kako bi se spriječila kontaminacija spoja ispunjenog mašću. Proizvođači pogonskih osovina za automobile moraju se pridržavati standarda upravljanja kvalitetom IATF 16949 i podnijeti PPAP-ove (Procesi odobravanja proizvodnih dijelova) OEM kupcima prije pokretanja proizvodnje.
Industrijska proizvodnja pogonskih osovina za mjenjače, pumpe, kompresore i teške strojeve obično uključuje manje količine, veće veličine osovina i veće debljine presjeka nego automobilski radovi. Osovine se često izrađuju od čvrstog šipkastog materijala, a ne od cijevi, a operacije strojne obrade uključuju teške grube rezove nakon kojih slijedi poluzavršno i završno tokarenje, brušenje i provlačenje utora ili glodanje. Veća industrijska vratila se normaliziraju ili žare prije strojne obrade kako bi se smanjila naprezanja kovanja ili valjanja, zatim se kale i popuštaju do konačnih svojstava. Pokrivenost ispitivanja bez razaranja obično je opsežnija na industrijskim osovinama — 100% ultrazvučna inspekcija sirovina i magnetska čestica gotovih površina uobičajena je za kritične primjene kao što su izlazna osovina mjenjača u vjetroturbinama ili brodskim pogonskim sustavima.
Proizvodnja pogonskih osovina za zrakoplove — za repne rotore helikoptera, pomoćne pogone zrakoplova i sustave za pokretanje — zahtijeva najveću preciznost, sljedivost materijala i procesnu dokumentaciju bilo koje primjene pogonske osovine. Materijali su obično čelik 4340M (VAR — pretopljen u vakuumskom luku), legura titana (Ti-6Al-4V) ili CFRP. Svaka serija materijala može se pratiti do svoje certifikacije taljenja i zapisa mehaničkih ispitivanja. Sve operacije strojne obrade, toplinske obrade i površinske obrade izvode se u kontroliranim, kvalificiranim procesima uz potpunu evidenciju koja se čuva tijekom životnog vijeka zrakoplova. NDT inspekcija uključuje fluorescentnu penetrantsku inspekciju (FPI) svih površina, ultrazvučnu inspekciju otkovaka i provjeru dimenzija CMM-a s kalibracijom sljedivom prema nacionalnim standardima. Gotova zrakoplovna vratila podvrgavaju se ispitivanju zakretnog momenta prije prihvaćanja, a vratila kritična za let mogu zahtijevati ispitivanje okretanja pri radnoj brzini kako bi se potvrdio strukturni integritet.
Razumijevanje najčešćih načina kvarova u proizvodnji pogonskih vratila pomaže proizvođačima u provedbi ciljanih preventivnih mjera u pravim koracima procesa.
Disciplinirani proizvodni proces pogonskog vratila — s jasnim kontrolama procesa, mjerenjem u procesu i konačnim verifikacijskim testiranjem — ono je što odvaja pogonska vratila koja tiho isporučuju stotine tisuća kilometara pouzdane usluge od onih koja generiraju povrate po jamstvu, NVH pritužbe i kvarove na terenu. Ulaganje u sposobnost procesa u svakoj fazi proizvodnje uvijek je isplativije od otkrivanja nedostataka pri završnoj inspekciji ili, još gore, na terenu.


Fenglan je Proizvođač električnih preciznih dijelova u Kini, Proizvođači preciznih automobilskih dijelova i Dobavljači industrijskih preciznih dijelova. Vaš pouzdan partner u proizvodnji dijelova i komponenti od 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina  Privatnost
Privatnost



 +86-13861233850
+86-13861233850  2025-09-17
2025-09-17