
 2026-05-28
2026-05-28 Tolerancije mjerene u tisućinkama inča. To je svijet precizni CNC dijelovi za obradu — komponente proizvedene računalno upravljanim alatnim strojevima koji uklanjaju materijal iz čvrstog obratka kako bi se postigle točne dimenzije, površinske obrade i geometrijske značajke. Za razliku od strojno obrađenih dijelova opće namjene, precizne CNC komponente drže se uz niske tolerancije, često unutar ±0,001 inča (±0,025 mm) ili manje, ovisno o primjeni.
Srž procesa je automatizacija. CAD model se prevodi u upute G-koda koje usmjeravaju pomake osi, brzine vretena, brzine napredovanja i dubinu rezanja bez prostora za ručno tumačenje. Svaki prolaz alata za rezanje slijedi definiranu putanju, zbog čega dva dijela proizvedena u razmaku od tjedan dana na istom stroju izlaze dimenzionalno identična. Ta ponovljivost je ono što čini CNC precizne komponente nezamjenjivima u proizvodnji zrakoplova, medicinskih uređaja, robotike, automobila i elektronike.
Ono što odvaja "precizni" dio od standardnog strojno obrađenog dijela nisu samo uži brojevi na crtežu - to je cjelokupno proizvodno okruženje: temperaturno kontrolirane strojne prostorije, čvrsto uravnoteženi alati, protokoli inspekcije u više točaka i certifikati materijala iz zaliha sirovina. Kada dio ima strukturnu ili funkcionalnu ulogu u većem sklopu, precizna CNC obrada gotovo je uvijek pravi izbor.
Različite operacije rezanja služe različitim geometrijama, a najsloženiji precizni dijelovi zahtijevaju kombinaciju procesa. Razumijevanje koja operacija proizvodi koju značajku pomaže inženjerima da napišu bolje crteže i pomaže kupcima da postavljaju pametnija pitanja prilikom nabave dijelova.
Glodanje koristi rotirajuće alate za rezanje s više točaka za uklanjanje materijala preko ravnih ili konturiranih površina, utora, džepova i rupa. 3-osno glodanje obrađuje većinu prizmatičnih dijelova, dok 4-osni i 5-osni strojevi za glodanje mogu naginjati izradak ili vreteno kako bi dosegnuli udubljenja i složene zakrivljene geometrije u jednoj postavci — smanjujući pogreške pri učvršćivanju koje se nakupljaju kada se dio mora ponovno pozicionirati više puta.
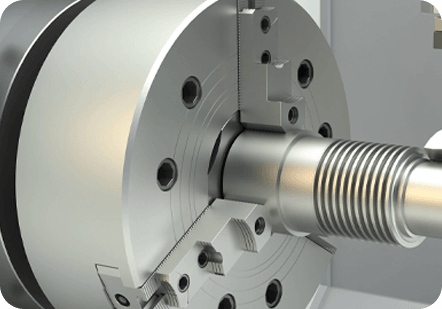
Okretanje okreće obradak prema nepomičnom alatu za rezanje, što ga čini glavnim postupkom za cilindrične dijelove: osovine, čahure, navojne pričvrsne elemente, mlaznice i priključke. Moderni CNC centri za tokarenje često uključuju pokretne alate — nastavke za glodanje i bušenje — tako da se križne rupe, ravnine i utori za ključeve mogu dodati u istoj operaciji bez premještanja dijela u glodalicu.
Tokarilice švicarskog tipa vode dugačku, vitku šipku kroz čahuru za vođenje smještenu vrlo blizu zone rezanja. Budući da je materijal oslonjen točno na rezu, ovi strojevi postižu iznimnu zaobljenost i završnu obradu površine na dijelovima malog promjera — pomislite na medicinske klinove, zubne implantate, komponente satova i minijaturne osovine ventila. Promjeri ispod 32 mm su tipična slatka točka.
EDM nagriza materijal pomoću kontroliranih električnih iskri umjesto mehaničkog rezanja. Žičani EDM reže složene 2D profile kroz kaljeni čelik gotovo bez ikakvih sila rezanja, što ga čini idealnim za šupljine kalupa, setove za bušenje i matrice i značajke zrakoplovnih turbina koje bi se deformirale pod konvencionalnim alatom. Sporije je od glodanja, ali doseže tolerancije od ±0,0001 inča u tvrdim materijalima.
Kada dio treba ravnu površinu s jednoznamenkastom Ra površinskom hrapavošću ili submikronskom dimenzionalnom preciznošću, površinsko brušenje preuzima glodanje. Rotirajući abrazivni kotač uklanja mikro-količine materijala u prolazima mjerenim u tisućinkama milimetra. Komponente od kaljenog alatnog čelika i precizni mjerni blokovi tipični su kandidati.
Odabir materijala utječe na obradivost, konačnu toleranciju, kvalitetu završne obrade površine i izvedbu dijela. Pravi materijal za precizno obrađenu komponentu ovisi o mehaničkim zahtjevima, radnom okruženju, ciljnoj težini i potrebama naknadne obrade.
| Materijal | Tipične primjene | Snage | Razmatranja |
|---|---|---|---|
| Aluminij 6061-T6 / 7075-T6 | Zrakoplovni nosači, kućišta, optički nosači | Izvrsna obradivost, lagana, dobra toplinska vodljivost | Niža tvrdoća od čelika; često potrebna površinska obrada |
| Nehrđajući čelik 303/316 | Medicinski instrumenti, dijelovi za preradu hrane, brodski pribor | Otpornost na koroziju, biokompatibilnost | Rad-stvrdnjava tijekom rezanja; zahtijeva oštriji alat |
| Titan Grade 5 (Ti-6Al-4V) | Zračni pričvršćivači, ortopedski implantati | Visok omjer čvrstoće i težine, izvrsna biokompatibilnost | Loša toplinska vodljivost uzrokuje trošenje alata; potrebne male brzine rezanja |
| mesing (C360) | Tijela ventila, fitinzi, električni priključci | Izvanredna obradivost, nisko trenje, otporan na koroziju | Nije prikladno za strukturne uloge visoke temperature ili visoke čvrstoće |
| ZAVIRI | Oprema za rukovanje poluvodičima, medicinski uređaji | Otpornost na kemikalije, izvrsna mehanička svojstva pri povišenim temperaturama | Visoki trošak materijala; zahtijeva pažljivu evakuaciju strugotine |
| Ugljični čelik 4140 | Osovine, zupčanici, pribor za alate | Visoka čvrstoća, dobra obradivost prije stvrdnjavanja | Osjetljivo na koroziju; često zahtijeva premazivanje |
Profesionalni savjet prilikom narudžbe: uz svoje dijelove uvijek tražite potvrdu o materijalu (koja se naziva i potvrda tvornice ili potvrda o sukladnosti). Ovaj dokument potvrđuje da sirovine zadovoljavaju specificirani sastav legure i mehanička svojstva — zahtjev o kojem se ne može pregovarati za lance opskrbe u zrakoplovstvu, medicini i obrani.
Precizno obrađeni dijelovi pojavljuju se gdje god kvar nije opcija ili gdje god se zazori sklopa mjere u mikronima. Sljedeće industrije predstavljaju najveće količine i najzahtjevnije korisnike CNC preciznih komponenti.
Lopatice turbine, tijela aktuatora, komponente stajnog trapa i strukturni nosači zahtijevaju stroge geometrijske tolerancije i potpunu sljedivost materijala. Zrakoplovni CNC dijelovi obično se izrađuju od aluminijskih legura, titana i legura nikla za visoke temperature. Certifikacija upravljanja kvalitetom AS9100 osnovni je zahtjev za dobavljače u ovom sektoru.
Kirurški instrumenti, ortopedski implantati i kućišta dijagnostičke opreme moraju ispunjavati standarde kvalitete ISO 13485 i, za implantabilne uređaje, pune zahtjeve biokompatibilnosti. Medicinski CNC precizni dijelovi često su izrađeni od nehrđajućeg čelika 316L ili titana Grade 5 i zahtijevaju rukovanje u čistoj prostoriji, rubove bez srha i sljedivost natrag do toplinskih brojeva sirovina.
Komponente motora, dijelovi prijenosa, karike ovjesa i komponente kočionog sustava ovise o preciznoj CNC obradi za dosljednost dimenzija u velikim količinama proizvodnje. U primjenama u motosportu, smanjenje težine gura materijale prema aluminiju i titanu, dok se tolerancije na provrtima ležajeva i sjedištima ventila održavaju na ±0,005 mm ili više.
Roboti za rukovanje poluvodičkim pločicama, uređaji za testiranje PCB ploča i sklopovi hladnjaka zahtijevaju nemagnetske, dimenzijski stabilne precizne komponente. Aluminij i PEEK ovdje se široko koriste. Tolerancije ravnosti i paralelizma na spojenim površinama često su specificirane u jednoznamenkastom mikronskom rasponu kako bi se osigurao pravilan toplinski kontakt ili električna izolacija.
Robotski zglobovi, kućišta servo motora, kolica za linearno kretanje i komponente krajnjeg efektora precizno su obrađeni kako bi se održala točnost položaja tijekom milijuna ciklusa. Svaki dimenzionalni nagib u strojno obrađenom spoju izravno se pretvara u pogrešku položaja na vrhu alata, zbog čega su precizne CNC komponente temelj performansi modernih industrijskih robota.

Odabir dobavljača za precizni CNC dijelovi za obradu je odluka o kvaliteti koliko i o cijeni. Niska ponuda iz trgovine koja nema opremu ili sustave kvalitete koji bi zadovoljili vaše tolerancije koštat će više zbog odbačenih dijelova, kašnjenja i traženja novih izvora od malo veće ponude od sposobnog partnera. Evo što treba pogledati:
Najveći utjecaj na cijenu preciznih CNC strojno obrađenih dijelova je sam crtež. Inženjeri koji razumiju ograničenja strojne obrade mogu projektirati dijelove koji se brže proizvode, lakše pregledavaju i manje je vjerojatno da će generirati otpad - bez odricanja od bilo kakve funkcionalne izvedbe.
Jedan od najčešćih pokretača troškova kod preciznih dijelova je prevelika tolerancija. Ako je tolerancija od ±0,050 mm funkcionalno dovoljna, pozivanje na ±0,005 mm udvostručuje ili utrostručuje vrijeme obrade i pokreće dodatne korake pregleda. Pridržavajte se strogih tolerancija za značajke koje se zapravo spajaju s drugim komponentama, nose opterećenja ili stvaraju brtvene površine. Sve ostalo treba imati najlabaviju toleranciju koja još uvijek funkcionira.
Duboki džepovi s malim radijusima poda zahtijevaju čejna glodala malog promjera, koja su krhka, spora i skupa za rad. Džep dubok 50 mm s polumjerom kuta od 1 mm mogao bi koštati pet puta više za obradu od istog džepa s radijusom kuta od 3 mm. Kad god je to moguće, projektirajte unutarnje radijuse koji odgovaraju standardnim promjerima alata i ograničite omjere dubine i širine na najviše 4:1.
Svaki put kada se dio otkvači i ponovno postavi, postoji rizik od akumulirane pozicione pogreške. Ako se dio može u potpunosti obraditi u jednoj ili dvije postavke umjesto četiri, bit će točniji, brži za proizvodnju i jeftiniji. Razmislite o tome kako će dio biti fiksiran kada postavljate značajke na više lica.
Nestandardni oblici navoja i neparni promjeri rupa zahtijevaju poseban alat koji strojari možda nemaju na zalihama. Standardizacija na uobičajene metričke ili unificirane veličine navoja (M3, M4, M6 ili #4-40, #6-32, 1/4-20) održava niske troškove alata i kratke rokove. Ista se logika primjenjuje i na razvrtane rupe — određivanjem standardnog promjera razvrtala kao što je 6H7 ili 8H7 izbjegavaju se prilagođene narudžbe alata.
Sirovi strojno obrađeni aluminij oksidira. Čelik hrđa. Čak i nehrđajući čelik može korodirati u agresivnom okruženju. Naknadna obrada je mjesto gdje strojno obrađeni isečak postaje dio spreman za proizvodnju, dodajući otpornost na koroziju, otpornost na habanje, tvrdoću ili kozmetičku završnu obradu.
Precizno obrađen dio dobar je onoliko koliko mjerenje potvrđuje da je unutar tolerancije. Kontrola kvalitete u ozbiljnoj CNC preciznoj radionici nije posljednja kapija na kraju proizvodnje — utkana je u svaki korak.
Inspekcija u postupku koristi sustave sondiranja na samom alatnom stroju za mjerenje kritičnih značajki usred ciklusa i automatsku kompenzaciju trošenja alata. Ovo hvata zanošenje prije nego što proizvede seriju dijelova izvan tolerancije. Inspekcija izvan stroja koristi CMM (strojeve za mjerenje koordinata) za provjeru složene 3D geometrije u odnosu na izvorni CAD model, stvarajući formalno izvješće o inspekciji sa stvarnim naspram nominalnih dimenzija za svaku kritičnu značajku.
Za regulirane opskrbne lance, potpuni paket kvalitete obično uključuje: izvješća o inspekciji dimenzija, certifikate materijala, inspekciju završne obrade (mjerenja hrapavosti površine, vizualnu inspekciju neravnina) i potvrdu o sukladnosti koju potpisuje inženjer kvalitete. Neki ugovori također zahtijevaju podatke o statističkoj kontroli procesa (SPC) koji pokazuju da je proizvodni proces stabilan tijekom cijelog ciklusa - ne samo da je nekolicina uzoraka dijelova bila unutar tolerancije.


Fenglan je Proizvođač električnih preciznih dijelova u Kini, Proizvođači preciznih automobilskih dijelova i Dobavljači industrijskih preciznih dijelova. Vaš pouzdan partner u proizvodnji dijelova i komponenti od 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina  Privatnost
Privatnost



 +86-13861233850
+86-13861233850  2025-09-17
2025-09-17 






